Nadat het werk ingelood is worden de nog openliggende loodvleugels dichtgewreven met een bijhorend staafje zodanig dat de profiel aan één zijde volledig aansluit met het glasoppervlak. Hierna worden alle loodverbindingen ingevet met een vloeibaar vet. Inmiddels wordt de soldeerbout voorverwarmd tot een temperatuur van ongeveer 180 watt. Over de bouten gaan in de verschillende ateliers wel eens menigsverschillen maar men mag er van uit gaan dat een soldeerbout met een minimum van 150 Watt wel nodig is. Liefst nog in combinatie met een warmteregelaar zodanig dat bij het werk dezelfde hitte behouden blijft.
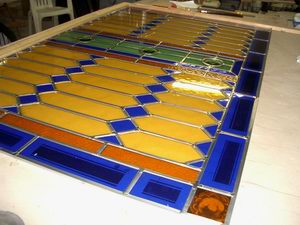
Bij het verdere verloop van het loden wordt elk stukje glas omboord met lood en daar waar de loodstrips zich kruisen wordt een verbinding gelegd. Deze verbinding noemen we soldeerknoop. Op deze plaats wordt het lood ziel in ziel verwerkt wat wil zeggen dat de profielen zo dicht mogelijk in elkaar worden geplaatst. Op deze plaats zal later ook de soldering gebeuren.
Bij het loden van een glaspaneel gebruikt men verschillende breedten van lood zo werkt men veel met lood van 8 mm .Dit betekent dat de breedte 8 mm is. Ook de inleg kan in diepte veranderen zo is een inleg van 3 mm voor het glasdeel met een profiel van 8 mm breedte. De meeste profielen hebben de vorm van een H zodat in de openingen het glas kan ingelegd worden. Ook kan de hoogte van het profiel een belangrijke rol spelen , zo verwerkt men beter dikke glasstukken in een hoogte van 5 mm.